If you’ve been following the news you know that we got hammered here in Wisconsin on Monday, July 27. A massive storm system roared through here about mid-day with grapefruit sized hail, high winds, downpour rains and tornadoes. The town of Menasha (just 10 miles from me) and the surrounding area got a direct hit from an F2 tornado with winds of up to 135 MPH. Massive damage, buildings destroyed, streets blocked with uprooted trees, power outages for over 100,000 people in the area. Miraculously it seems that no one was killed by the storms but there were some people hurt. At least one large facility, Christ the Rock Church just outside of Menasha opened up as a storm shelter for those displaced. Making things worse was the heat with temperatures well above 90F.
The worst of it missed us, thankfully. Power went out around 1 pm but we hardly noticed because of the solar power system. We can’t run the central AC system off solar but we do have portable AC units that run off the solar system in the bedrooms so we had a place to retreat to when the temps in the main part of the house got intolerable. So all things considered, we were extremely fortunate. The internet was down but we still had cellular service so we could keep track of friends and family and keep updated about weather conditions.
Meanwhile…
I’ve been busy cleaning down in the basement, moving things around, putting things I haven’t used in a long time in storage, etc. to make room for the 3D p Put up new shelves for storage in the main part of the basement.
I don’t plug a lot of products here but I have to mention these Origami shelving units. I have about 8 of these things now and they’re fantastic. Takes just a couple of minutes to assemble them. Basically just unfold them, screw in the wheels and they’re ready to go. All steel construction. No flimsy plastics. They hold an astonishing amount of weight. We have them packed full of canned goods, equipment, paint cans, electronic equipment, you name it. Yeah, they are expensive but damn they’re good. And even better they show up on Woot once in a while for almost half price for some reason and when they do I generally snag a couple more even if I don’t need them. So I had three of them out in the garage still in their packing cases that I got off Woot when they went on sale a few months ago at half price so I set two of those up in the basement to take care of the overflow. One is now dedicated to just holding supplies for the lasers: various bits of hardwood, plywood sheets of various thicknesses, plastic sheets, coin blanks, etc. Also stuff associated with the lasers like the rotary tools, sliding table, paints for the airbrush, and all that fun stuff. I actually should have done that long ago because it makes it a lot easier to find what I need when I need it instead of having it scattered around wherever I could find room.
If FedEx can find my place the 3D printer should be here today. It’s a Bambu P2S with a 4 spool filament changer. The spool holder on top also doubles as a filament dryer so the filaments don’t absorb moisture. A lot of the filaments for 3D printing absorb moisture from the air and that is not a good thing.
This thing makes my old Flashforge look like my Buick compared to a Model T Ford. 3D printing technology has advanced enormously in just the last few years and this thing has capabilities that I could only dream about when I was running the old Flash Forge. And it costs less than my Flash Forge did on top of it all.
Okay, I do remember that once upon a time I swore I would never get another one of these but… Well, things change, okay? My priorities have changed.
When we first moved into this house back in around 1998 or so, one of the rooms in the basement was reserved for my model railroad. I had an HO scale railroad that occupied almost the entire room. But the house also needed a lot of work and having all of my woodworking tools out in the garage just wasn’t a viable option, especially in winter. So the railroad came down and the room became my woodshop and it’s been that way ever since.
Priorities change, as I said. I’ve lost interest in woodworking for a variety of reasons. I don’t foresee having to do major carpentry work on the house in the future, and for some reason I want to get back into model railroading again. And that’s one of the things I’ll be using the P2S for, making models and parts for that. That’s also partly why I got the laser, to cut out parts to make structures and accessories for the upcoming railroad.
Of course considering how I procrastinate and how lazy I am I’m probably going to be, oh, 90 or so, by the time I actually start building the railroad….
GoPro stuff
I really want to like GoPro cameras. I’ve had a couple of them over the years even though I don’t dabble much in videos. But I did buy an older model on sale early last spring with the intention of putting it on the bike. Well first my hip and then the smoke and heat dome and all of that shut that down. But now I’m feeling up to getting out on the bike again and after the storms the weather has cleared.
GoPro’s have their problems. The most notorious is heat. Every single one I’ve had, no matter what model, had heat problems. You’d have thought that they’d have figured out how to deal with that by now but they haven’t.
The other is battery life. For what is supposed to be an “action camera”, battery life is, frankly, abysmal. They claim a battery will last up to 75 minutes. That is a lie. I’ve never gotten more than about 30 – 40 minutes life out of the batteries.
The batteries also self-discharge at what I feel is an alarming rate. Every battery, no matter what its chemistry is, self discharges a bit. That is, they lose power when they’re stored even if they aren’t being used. I can charge the goPro batteries to 100%, set them aside for a week or two, and when I want to use them I find that they’re down to 75%. There is simply no excuse for that with modern battery chemistries.
I’ve reached the point where I don’t think I could ever recommend a GoPro camera. Not unless you can pick up an older model at like half price. There are cameras out there with longer battery life and capabilities almost as good for a heck of a lot less money.
MrsGF finished up the last of the welcome signs the other day with about three coats of all weather polyurethane. We did four all together. We’re keeping one and these three are already spoken for. They turned out pretty nice I think.
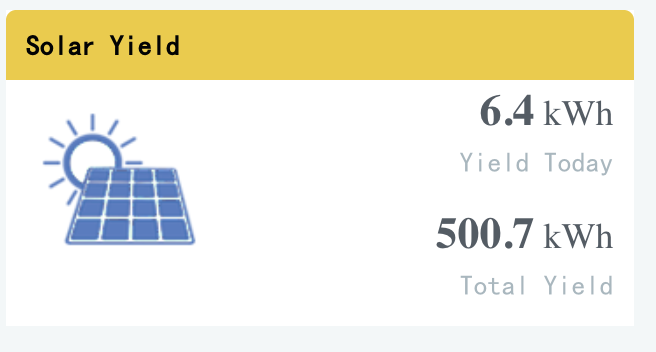
We hit a milestone with the new EG4-12000XP inverter. We hit half a megawatt of production earlier today! We’re going to need every watt we can get out of that system because the big central AC unit is still on the grid and it’s been going for something like 3 weeks straight now since we shifted into this hot weather pattern. We decided to leave it on the grid because while the 12000XP would have enough oomph to handle it, I suspect it would would discharge our batteries to a point where I would become uncomfortable overnight. It’s the old style AC system, but it’s only a few years old so replacing it isn’t in the cards at the moment. If we’d known better at the time we would have gone for a heat pump system which is much more energy efficient but at the time we weren’t even dreaming of putting in whole house solar. I looked into it but a heat pump system would have been around twice the cost so I never seriously considered it. Oh, well. Live and learn, as they say.
Our electric rate here isn’t bad, about 20¢/KWh, which is cheap when compared to what those poor buggers out in California are getting hit with thanks to Newsome and the California legislature being owned lock, stock and barrel by the utility companies and the hundreds of thousands of dollars of bribes… (cough cough), I mean “campaign donations” and lobbying $$ they pay out every year. But the handwriting is one the wall, as they say. Thanks to the huge amounts of power the massive data centers being built here in the state are gulping down now and will gulp down in the future, the utilities are going to have to invest hundreds of millions of dollars in new generating facilities, substations and high tension power lines to feed them, and you can be damned sure that if Microsoft, Meta, Oracle and the others building those facilities have anything to say about it, it’s going to be us consumers who are going to foot the bill, not them.
But on to a more pleasant subject. Laser engraving.
I had no idea but apparently Zippo lighters are still a thing with some people? I thought that with the rate of smoking going down every year the market for lighters would have shrunk as well but I guess I forgot about the people who smoke “recreational substances”, shall we call it? That’s still illegal here in Wisconsin but all you have to do is nip across the border to Illinois, Minnesota or Michigan if you want to light up.
I did the first one with the brewery logo on it to give to Kyle, one of the owners. And then I started playing around using the Lumos Flex from Wecreat and the fiber laser and wow, it does a nice job engraving stainless steel! Doesn’t take long, either. With the IR laser in my old Lumos it would have probably taken half an hour to do something like this. With the fiber laser it takes about 4 minutes. It actually eteches right into the metal so that design isn’t just discoloration, it’s actually etched in there and will never wear off. I’ve done about four of these for various people to give as gifts and they keep telling me I should put these up on Etsy or somewhere, but no thanks. I do not want to get into that rat race. Plain, genuine Zippo lighters cost me about $18 each. In order to make it worth my while I’d probably have to charge $35 – $40 for one and I don’t think anyone would be silly enough to pay that.
And then we got flowers! Wow, do we have flowers! Here are a couple.
As for the rest of the gardens I’m too lazy at the moment to go out and get pictures so you’ll have to settle for a description. The tomatoes are going gangbusters. They’re already loaded with green fruit. We have 6 plants this year. We were only going to put in 3 but we had 3 or 4 volunteers pop up and MrsGf didn’t have the heart to just pull them so she transplanted them to a better location and they’re looking just as good as the ones we grew from seed ourselves.
The carrots are thriving and we really need to thin them out. The beets? We’ve already been picking some and eating them. They’re doing fantastic. The celery is looking beautiful this year. When I’m mowing the lawn I can’t help but snip off a stalk to nibble on when I’m riding on the mower. If you’ve never grown celery yourself, please give it a try. You won’t believe how intensely flavored the home grown varieties are when compared to the commercial varieties they sell in the grocery store.
The onions are getting to the point where we’re thinking of starting to pull some and curing them off and putting them in storage.
We have a few zucchini plants as well and they’re producing beautifully. The nice thing about zucchini is that it has almost no flavor so you can slip it into anything and nobody will notice they’re eating something healthy. Tonight I’m going to do a zucchini-mushroom stir fry with lots of garlic and onions and parmesan cheese.
I’m eagerly awaiting the tomatoes. Absolutely nothing compares to the flavor of a ripe tomato fresh off the plant from the garden.
Let’s see, what else?
Oh, the hip! Almost forgot about that. I suffered for something like 3 weeks with pain in my right hip that was almost excruciating at times when I bent my leg the wrong way. It started to oh so slowly get better over time. But then the other day I woke up and got out of bed and suddenly realized that the hip didn’t hurt. At all. It was like someone just threw a switch. There’s a bit of soreness there but that’s because the muscles in the leg are stiff from not being used normally for so long.
So what happened? I have no idea. MrsGF thinks it might have been a pinched nerve and I suppose that’s possible?
Anyway, I’m still taking it easy because I’m terrified of doing something that might bring it back. But otherwise things are back to almost normal. I’m even back on the bike again but I’m keeping the riding limited to just a few miles and at a relatively slow pace for the time being.
Let’s see… Oh, almost forgot! Silly cats, right?
That’s Charlie over there in her new favorite stot to sit. If I scoot forward to type on the computer and there is any space at all between me and the back of the chair, she’ll squeeze in there. She is an absolute sweetie. I’ve never seen a cat that loves people as much as she does. She belonged to our daughter in law’s aunt but she had to move into an apartment that doesn’t allow pets so we volunteered to take her in and we’re so happy we did. She’s getting up there, about 14 or 15 years old now, and she has a heart murmur and a benign cyst on her neck that puts some people off but doesn’t seem to bother her at all. The cyst is inoperable because she can’t tolerate anesthesia. They tried once and her heart stopped and she almost died so unless it’s a genuine emergency neither we nor her vet are willing to try it again.
And that’s about it for now!
Hm? Oh, oh, wait… Oh no… That’s not a 3D printer on a truck heading this way, is it? No, it couldn’t be. I swore I’d never buy another one, didn’t I? I seem to distinctly remember saying that, didn’t I?
That shiny black box up there (Oooo, shiny…) is the new Flashforge Adventurer 4 3D printer. As best as I can determine it became available for sale in early September of this year, and it’s the big brother to the Adventurer 3 which received more or less rave reviews when it came out. Flashforge has been making 3D printers for quite some time, and has a good reputation, and this printer is only going to enhance that reputation. I’ve had the A4 for almost two months and it’s been running almost nonstop since the day it arrived and I have been very impressed with it. It is currently selling for around $800 and considering how well equipped the A4 is, how well it works, and how easy it is to work with, that price is a bargain.
The A4 is a fused deposition modeling 3D printer, or FDM for short. This means it uses a solid plastic provided in the form of a thin filament which is heated to melting point and then extruded into a thin stream of liquid plastic to deposit many layers of plastic to build up the actual object. If you want a quick introduction to 3D printing in general you can take a peek at my earlier posting about how consumer grade 3D printers work and the different types here.
The A4 is big. This isn’t something you’re going to just plop down on your desk. At least not if you still want to use your desk as an actual desk. It’s basically about two feet tall and about 20 inches square. This printer is fully enclosed, so you’ll need even more space in order to get the doors to the build chamber and the filament chamber open. Plan on needing an area at least 32″ by 32″. And as for weight, it hits the scales at about 57 lbs. Print capacity is equally large, though. Print sizes can be up to 8.67″ X 7.87″ X 9.84″. And it can handle temperature ranges large enough to work with just about any kind of plastic filament on the market.
Overall appearance of the printer is excellent. A lot of 3D printers, especially the less expensive ones, look like they were cobbled together out of bits and pieces someone scrounged out of a box of parts left over from a different project. The A4 is one sleek, slick looking piece of equipment. They obviously put a great deal of thought into the overall design and appearance. Build quality is excellent as well. Everything fits together flawlessly. No creaks, groans or rattles from loose parts flopping around. It just plain looks good. I wouldn’t object to having this thing sitting in my living room. I’ve had fully enclosed printers before but they all looked like they were made out of bits of scrap metal or plastic they had laying around the factory already.
I do have one concern, though, and that’s how the heck am I going to fix it when it breaks? (Yes, it will eventually break.) How am I going to get at the filament feed motor? Or the motors that drive the screws that control vertical height? Or the motors that move the bed? How easy or hard is it going to be to disassemble this thing when I have to make repairs? Hopefully it will be a long time before I need to do that but my experience is that sooner rather than later I’ll have to replace something.
The A4 came with 3 different print nozzles with different size openings and different temperature ratings designed for specific types of plastics.
I’ve worked with several different 3D printers over the years and without a doubt the A4 was theeasiest to get set up and running. The hardest part was getting it out of the massive, waist high box. Then it was just a matter of removing the packing from the inside that kept everything from rattling around, plugging (yes, plug in, no tools needed) in the appropriate extruder nozzle for the temperature range desired, doing the automated (not automatic) bed leveling procedure, loading in filament, and starting to print. Literally within about 20 minutes of getting it out of the box I was printing. This printer is about as close to “plug and play” as I’ve come across.
A word about the print nozzles for the A4. Some people have been complaining about the fact that the A4 nozzles are proprietary and cost $25 – $35 each. Nozzles for other printers are little more than brass nozzles of various sizes and cost very little. But the A4 nozzles are not just the extruder openings, they are also the heating element that melts the plastic. There are advantages to having the heating element included in the nozzle itself that I won’t get into here. And all things considered $25 to replace a nozzle that will work for hundreds of hours before it needs to be replaced isn’t that bad.
The entire printer is controlled from rather nice, color LCD touch panel located on the front of the machine. It’s is crisp and clear and easy to read. I wish it were larger, but it’s big enough to read and the touch controls work well even with my big stubby fingers.
The first thing you’ll want to do with the A4 is connect it to your WiFi system. Yes, you can use it without WiFi, but I use it exclusively because the WiFi system has been working so well and has been so convenient to use. I haven’t bothered to explore the other options. Note that early reviews back in September indicated there were some problems with the WiFi system but I haven’t noticed any of those problems except for one minor glitch that is easily solved.
Once connected to your WiFi network the printer handles firmware updates pretty much automatically. Within a minute or two of connecting it to WiFi the printer told me that there was a firmware update available and did I want to install it. I did, and it downloaded and installed the update in a couple of minutes. It’s done 3 firmware updates since I got the printer and all three were done quickly and easily.
The panel gives access to all of the printer’s functions, settings and maintenance options, as well as a handy little help screen to give you info about many of the printer’s functions and how to perform various maintenance tasks.
Thanks in large part to the design of the built in software and that little touch screen this is the easiest to use 3D printer I’ve ever worked with.
I have big fingers and often when working with small touch screens like a cell phone or other device I’ll end up with the device not responding properly. I’ve had no such problems with the A4 doing such things. The built in software is simply excellent, easy to understand, clearly worded, and easy to use.
As noted earlier the A4 is completely enclosed, as is the chamber where the filament is loaded. A door on the right side opens to give access to the filament holder and feeder. The spool is held in place on a simple spindle. The door is held shut with magnets. It will accept any standard sized spool.
Loading filament into the machine is simple, and the whole process is automated. Just select the ‘change filament’ option on the menu. The printer heats the extruder to about 240C to melt any filament in the extruder and permit it to be withdrawn. The feed motor runs in reverse, pulling the filament out of the feeder and back into the spool holding area.
After the filament is withdrawn, remove the old spool and mount the new one, and then insert the new filament into the feeder and press the “continue” button on the display. The feeder will push the new filament into the machine and once it gets into the extruder it will pause a moment to let the plastic melt and then start forcing material through the nozzle to ensure that any remaining old filament is forced out and only the new material is being extruded. Then press a button to stop, and you’re ready to start a new print.
Occasionally I would hear a sort of clunking noise when doing a print, caused by the feed mechanism slipping. I discovered that this is caused by the feed mechanism trying to push filament into the extruder faster than it could be pumped through the nozzle. Increasing the extruder temperature by 5 – 10 degrees caused the problem to go away so I’m assuming that the optimum temperature for the filament I was using was a few degrees higher than was listed. Every batch of filament is slightly different so this didn’t surprise me much.
The bed or build plate of any 3D printer has to be absolutely level in relationship to the extruder nozzle and set to the proper distance. The first thing you need to do with any 3D printer is make sure the bed is level and set to the proper distance before you start printing. I’ve seen ads for the A4 indicating that it has automatic bed leveling. This is misleading. Automatic would tend to indicate that it does it by itself. It doesn’t. But the process is automated and far easier to do than other 3D printers I’ve used.
With the last one I owned leveling the bed with a pain in the neck. It involved moving the nozzle all over the bed, sliding a bit of card between the nozzle and the bed, and then fiddling with thumb screws under the bed. I’d do this at several points all over the bed. And then do the whole thing all over again because moving one thumb screw would change the angle of the bed and screw up the distances at other points on the bed. It was basically a time consuming, fiddly and annoying job.
The A4 gets rid of the thumbscrews entirely, and the whole process is painless. It’s all done through software via the control panel.
You start the leveling process from the touch screen. The A4 places the bed in the proper position and then lowers the extruder down to what it thinks is the right height over the bed. A strip of what looks like thin, flexible stainless steel is provided to use as a thickness gauge.
You slide the gauge in between the build plate and the nozzle. The ideal distance is when you feel just barely a bit of resistance when the gauge is slid between the plate and the nozzle so the nozzle is just barely touching it. If it moves too freely, the nozzle needs to be lowered. If you can’t get the gauge between them at all or it feels too tight, you need to raise the nozzle. And that’s also done on the control panel. This process is repeated at nine different points across the surface of the build plate. It takes only a couple of minutes, there’s no fumbling around with screws to adjust the plate, it’s about as easy as it gets.
Some minor changes in the positioning of the height as the printer is used is to be expected. The surface of the plate wears over time, temperature changes can cause things to move, and just the stresses and mechanical movement of the parts of the printer can cause slight changes in dimensions so it’s a good idea to level the bed occasionally even if you don’t see problems with the printing process. The A4 is better than most printers in this regard. I’ve only done the leveling process three times in the two months or so that I’ve had it. I’ve seen 3D printers where the bed had to be leveled after almost every print.
Note that the plate can be seriously hot immediately after a print is finished. Depending on the type of material being used, the plate can be heated to over 100C, or 212F. Always use caution when removing the plate after a print.
While I’m on the subject of the bed I should point out that the A4 has a removable print bed or plate. The two back corners of the removable plate slide into slots at the back of the carrier, and the bed itself is held down by powerful magnets. The plate is also flexible allowing you to bend it to help break a printed object free of the plate. I really, really like this system. When a print is done I can take the whole thing out of the printer to make it easier to get the object off the plate.
The plate carrier without the build plate in place.
You do have to be careful to get the plate firmly and fully slid into the slots at the back of the platform, and make sure there is no debris, bits of plastic, etc. laying on top of the carrier before you insert the plate.
Two plates were provided with the A4. The plate itself is very sturdy and covered with some kind of coating that is supposed to allow plastic to adhere to it during the printing process, but still let you get a completed print off it without having to resort to a hammer and chisel. As you can see from the photo of the plate itself (the one with the blue handles) mine is quite worn. I’ve been running this printer almost 24/7 since I got it and I’ve built dozens of objects on that plate. Despite the wear it is still holding up well.
The coating on the plate is tough but it can be damaged. I managed to scratch one badly when using a steel tool to try to get a print off it. But in normal use these plates should last for a long long time. Replacements are available. I ordered three spares at $18 each from Flashforge’s website and they arrived (shipped directly from China) in about two weeks.
The A4 also comes with other goodies. As noted, it is completely inclosed. This not only provides a more stable temperature environment that should improve the quality of the printed object, it permits the addition of a ventilation system with HEPA and charcoal filtration to reduce fumes and microplastics getting into the air in your work area. It isn’t going to do much to reduce toxic fumes from some types of plastics. That would need far better filtration than just a charcoal and HEPA combination. But it will help to reduce smell and plastic particles getting into the atmosphere. Replacement filters are available from the company.
It also has a built in camera which, while kind of a fun thing to have, isn’t really all that useful. The camera can be accessed from the FlashPrint software or supposedly the video can be streamed to “the cloud” so you can watch your printer chugging away while you’re on vacation or something I guess.
IMO the camera is little more than an interesting novelty. The video quality is, frankly, terrible. I have a $60 “action camera” sitting on the shelf that makes better videos and still images than this thing does.
Having the print bed and the extruder at the proper temperatures during the printing process is essential. I used a Fluke 62 infrared temperature gun to check the temps of both the extruder and plate during printing and found the temperatures were within +/- 1.5 degrees of what the printer was set to in the software. That’s pretty much spot on, so no complaints there either.
What really matters, of course, is how good does it print? The slick appearance and fancy user interface and all of that doesn’t mean anything if the print quality isn’t up to snuff. Fortunately the A4 excels there as well.
That’s an extreme close up of a part for a submarine model I printed with the A4. The vertical lines are part of the design. If you look closely the quality is quite good. Edges are crisp and well defined, the surface is smooth. Basically this is about as good as it gets when it comes to consumer level FDM printers.
It’s a bit easier to see details with this red plastic. Another extreme closeup showing how well the A4 reproduces fine detail where the cloth folds and the hand slips into the pocket.
Even these tiny claws turned out pretty well. There is a bit of roughness around the edges but even the knuckle joints on those tiny claws turned out pretty good. Those “fingers” up there are only about 1 – 2 mm wide so getting that kind of detail is pretty impressive, IMO.
The Software: FlashPrint 5
I found the FlashPrint 5 software to be complete, stable, and gave me complete control over the whole printing process.
Of course the software on the PC side of things can be just as important as the printer’s hardware. FlashForge included FlashPrint 5 on a USB stick, and that’s what I’ve been using with the printer since I got it. Early reviews were not kind to the software but my experiences with it have been extremely positive so I suspect those early reviewers were working with a pre-production version that wasn’t ready for release.
FP5 is a slicer and a control program (sort of) for the A4. As a slicer it worked well. It handled every .STL and .OBJ file I threw at it. It can scale objects up or down in size, move them around the build plate, add supports if necessary, and give complete control over every aspect of the printing process.
Once the object is sliced you can look at every detail of what’s going on, all color coded, and then proceed to either save the sliced object to your computer, to a flash drive to plug into the printer, or stream it via WiFi to the printer. At first I saved projects to a flashdrive that was then plugged into the printer, but WiFi has been utterly reliable and far more convenient so I’ve been using that exclusively now.
There are some minor issues with the software. The automatic support generation has some problems. It regularly misses areas that definitely need some kind of support structure, and it often inserts supports where they aren’t needed. When adding supports you’re going to have to very carefully go over the entire object to make sure supports are properly placed. Fortunately adding supports manually is not hard to do. But I’ve had to do that with every slicer program I’ve ever used.
The user interface could use some work to organize it better and make some of the options easier to find but overall it isn’t bad and I’ve seen much, much worse.
Conclusions:
In my opinion the A4 is just plain good. The $800 retail price isn’t exactly cheap but you’re getting one heck of a good 3D printer for the money. It is very well made, extremely easy to use and the quality of prints has been excellent. This about as close to being a plug and play system as I’ve seen.
The removable build plate system works very well indeed. The automated bed leveling system works well. It can automatically re-start a print in progress if something like a power failure interrupts the print. It has a huge amount of memory built into it so it can store frequently printed objects internally so you don’t even need a computer connection or a flashdrive to run off multiple copies of an object. I haven’t really found anything about this printer that I don’t like.
Problems
Are there some problems or issues? Yes, but those have been very minor.
WiFi – Occasionally the Flashprint software will lose connection to the printer, or the printer loses connection to the computer running Flashprint, after a print job has completed. In every case turning the printer off and then back on has cured the problem. After the most recent firmware update losing WiFi has become extremely rare.
Flashdrive problem – Occasionally I’ve had the printer simply lock up when trying to load a file off a flashdrive plugged into the USB port. It will start loading the file and then just stop and the screen goes blank and I have to do an off/on cycle to recover. But those exact same files will print if sent over WiFi. I have no idea why. It hasn’t been a real issue for me because I always send prints to the A4 via WiFi, but it is something I thought I should mention.
The system that senses whether or not filament is present seems to have failed. This just happened while I was writing this and I haven’t had a chance to investigate yet. The printer would stop with an error message that there was no filament, even though there was. Fortunately that can be shut off in the printer settings and I’ve been able to continue using it, but that’s something that I’m going to have to look into. Personally I can live with not having a filament sensor. I’m pretty good about making sure there’s enough filament loaded into the machine before I start a print. If worst comes to worst and the sensor needs to be replaced it looks like it costs a whopping five bucks.
And that’s about all there is. If you’re looking for a good quality 3D printer you really should take a close look at the Adventurer 4. It’s been running here nearly nonstop for almost two months now and it has been very, very good.
This is the new one, Flashforge Adventurer 4. Review coming up. Spoiler: Ooo, it’s nice!
I’ve been dabbling with 3D printing for many years now and I’ve mentioned it in the past, but I haven’t talked about it here in ages. But I just got a new 3D printer and wanted to do a mini review of it after Christmas. While I was working on writing that up someone pointed out that while almost everyone has heard about 3D printing very few people who haven’t actually used one of these things know how they really work. He suggested I should first explain how it works and what the different types are so people know what I’m talking about when I start babbling about things like bed adhesion and feed rates and extruder temperatures in the review later. And since it’s late December, it’s cold and dark outside and I have some time on my hands, why not? So let’s go.
When 3D printing technology first appeared, visionaries told us it was going to revolutionize everything. They proclaimed a future where every home would have its own printer and instead of going out to a store and buying something you’d simply download a file from some central depository and print what you needed right there at home. But I remember what those visionaries said about the future when I was a kid. According to them by this time I should be able to jump into my personal flying car, go to the nearest spaceport, take a few days off on a vacation on the moon and come home to find that my personal robot, Jeeves, has remodeled the bathroom for me and has a gourmet lunch waiting when I get home. So whenever “visionaries” start spouting off, I tend to ignore them entirely.
That’s kind of what happened with 3D printing at the consumer level. To be fair 3D printing has indeed become extremely important. In industry, in research and development and even in medicine it has become an essential tool. But in the home? Not so much. At the consumer level, with printers people like you and I can afford, 3D printing is little more than a novelty, a toy, really. Can it do some useful things? Yes. But let’s face it, most home 3D printers are going to be used to print out trinkets, key fobs, the occasional Star Wars figurine and similar tat. If you can afford to drop $400 or more on a decent 3D printer just to play with it, good for you. There is nothing wrong with that. We spend a hell of a lot more than that on hobbies and toys. But you need to remember that for the average person a 3D printer is never going to be a practical investment.
How Does It Work
At the consumer level there are two basic types of 3D printers, fused deposition modeling and stereolithography. And because no one wants to have to keep typing ‘fused deposition modeling’ and ‘stereolithography’ all the time, they are usually referred to as FDM and SLA. Both types of 3D printing work by creating multiple layers of plastic in a specific pattern to build up a complete object, but that’s where the similarities end. Let’s look at FDM first.
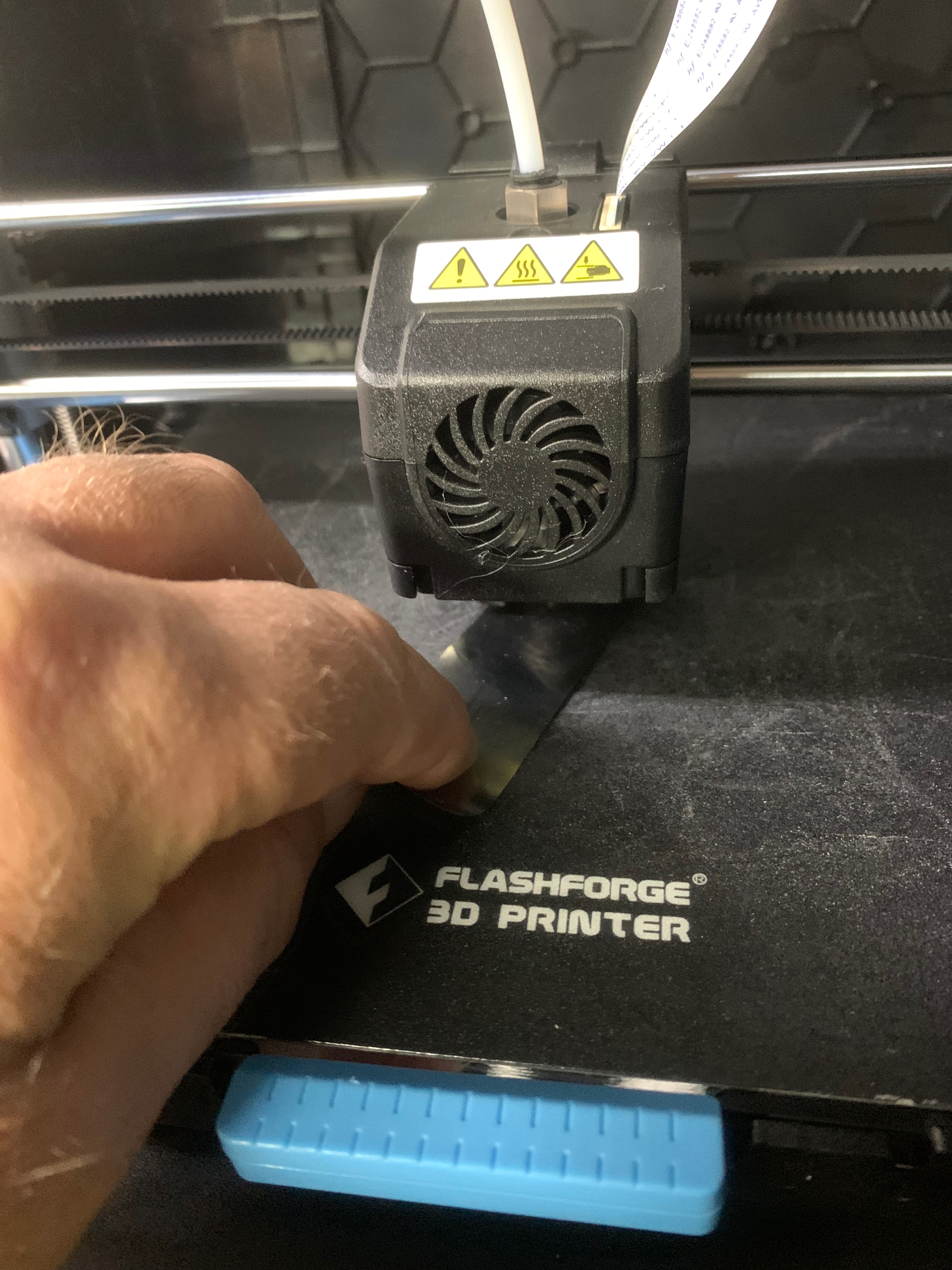
FDM works by taking a solid plastic provided in the form of a filament that looks like thick wire and comes on spools. This filament is heated until it melts and then is forced through an extruder nozzle and deposited onto a build plate in a thin line usually less than .5mm thick. The extruder (and sometimes the build plate as well depending on the model) moves from left to right and back and forth and up and down, in a specific pattern determined by the software controlling the printer, that pattern being a three dimensional object created in a CAD program or 3D modeling software. Here’s a brief video of my new printer at work to give you an idea of what’s going on.
The plastic, in the form of a thin filament, is forced through that white tube at the top of the black extruder/heater. It is melted inside of the print head or extruder, in this case to 220C, then forced through a small nozzle to deposit it as a very thin string of melted plastic. The print head lifts up a bit less than a millimeter and the next layer is deposited. It’s printing the leg bones of a T-Rex model I’m building. Most of what you see being printed up there aren’t the bones themselves, they are supports, a sort of scaffolding that will support and steady the actual leg bones as they increase in height.
As you can see in the video with this particular printer the extruder, or print head, moves from left to right and up and down, while the build plate moves back and forth. With some models the build plate remains stationary and only the extruder moves. You can’t actually see the extruder moving up after it finishes depositing a layer because it’s only moving a fraction of a millimeter.
With early versions of FDM printers the end results were pretty crude and the size of the objects you could make was very small. But modern printers can reproduce extremely fine details and the size of the object being built has increased greatly. If you look at the photo on the right you’ll see one of the first test objects I tried on the new printer. I use this figurine to do testing because it is a challenge for a lot of FDM type printers. It has to reproduce some very small details like the strings of the hoodie and the shoe laces. It shows how well smooth details like the legs and sleeves are reproduced. It also shows how well the printer can deal with a variety of issues that can cause problems. The 0bject was scaled to push the printer’s size limitations as well. You can see from the ruler alongside that the print is over 8 inches tall. If there are any issues with the extruder positioning systems they tend to become more obvious on taller objects.
The filament comes on spools like the one over there on the right. It is available in just about every color imaginable, including clear, translucent and even glow in the dark plastics. The better printers can use a wide variety of different plastics as well that include ABS, PLA PC, PETG, PLA-CF, PETG-CF, nylon and others. There are even plastics that mimic the look of materials like wood and stone. The filament isn’t hugely expensive. The most commonly used types like ABS, PLA and PET sell for about $18 – $25. The stuff I am currently using sells for about $20 for a 1 kg spool, and you can print a lot of stuff with one spool.
Nothing is perfect, of course, and FDM technology has its share of problems. They keep getting better and better as manufacturing technology and software has become more sophisticated but they still have some issues, some of which can be difficult to deal with.
The Problems
FDM type printers are mechanically complicated for one thing. There are drive motors, drive belts, gears, screws, sensors, heaters, fans and other systems built into that printer, and all of it has to be manufactured to extremely tight tolerances.
(Note: The printer will, sooner or later, also break, which means it will have to be repaired. That means either you’re going to have to ship it off somewhere to get fixed which is a pain in the neck because of a lot of these printers are physically big and rather heavy, or you’re going to have to fix it yourself.)
Unless everything works perfectly and you have the temperatures set exactly right, the speeds exactly right, etc. you can end up with what you see over there on the right. That’s a tool holder that I printed a long time ago on a printer that is now, thankfully, long since gone. You’ll see a lot of the issues that plagued the early versions of FDM printers and still afflict some of the ones on the market. You can see delamination, where the deposited layers are pulling away from each other. You can see the layers often are irregular and uneven, indicating possible problems with feed rates and possibly temperature issues and problems with positioning the extruder. There is warping of the object. There is a whole list of things that went wrong here even though I had the printer set up properly and the temperatures set correctly. Fortunately modern FDM printers are much, much better than the one that created that mess up there. When everything is set up properly what you get should look like the photo below.
This is what a 3D print should look like: no warping, no striations, no problems at all, really. Those vertical lines you see are supposed to be there, they are part of the design.
3D printing is fiddly. Everything has to be exactly right in order to get a good print. And as I said the technology has improved a great deal and most systems will have default values that will work just fine under most circumstances, but you need to be prepared to start fiddling around with things if everything doesn’t work as you expect.
3D printing is also slow. Very, very, very, very slow. That tool holder in that one photo up there takes about 20 hours to print. Seriously. If I remember right the figurine in red plastic took 17 hours. If you get involved in 3D printing you need to have patience. Lots and lots of patience.
Another issue that crops up all the time with FDM printers is the build plate. This is the platform on which the plastic is deposited. It isn’t just a flat surface that the plastic is laid on. It has to hold the object tightly enough so that it remains anchored down so movement, vibrations, the extruder snagging on a bit of stray plastic and the like doesn’t shove the object out of position or tip it over as happened with that little ball over there on the right. The ball got knocked over and the printer went merrily on its way depositing filament into thin air because it has no way of knowing if there is actually an object in place or not.
So the bed has to be able to adhere to the plastic tightly enough so that the object being made doesn’t move. But at the same time it also has to be able to release that object from the bed when the print is done without you having to resort to using a hammer and chisel. Which, by the way, I’ve had to do once in a while.
Fortunately the technology has gotten better there as well and they’ve come up with materials that work much better. Some have removable, flexible build plates. You remove the entire bed from the printer, flex it and, in theory, the object pops right off.
The build plate or bed also has to be absolutely level and parallel to the extruder nozzle across the entire range the extruder travels over. This means having to go through a process called bed leveling, where the extruder is brought down until it is just barely touching the bed, then adjusting the bed height so a piece of paper or thickness gauge can just barely be slid between the extruder nozzle and the bed. The adjustment is often done with multiple thumbscrews located under the bed. Then this process is repeated at multiple points across the entire surface of the bed. And once you’ve done that, it’s a good idea to do it all over again because adjusting one of those leveling screws can mess up the adjustments on the others. And I assure you that it is a royal pain in the ass sometimes. I had one printer where I had to do that every single time I used it.
Fortunately the better printers on the market have come up with solutions to this problem. Some have automatic bed leveling systems to deal with it for you. Others have developed leveling systems that, while they aren’t fully automatic, make the process much, much easier.
Then we come to the plastics themselves. There can be problems there as well. Some of them are downright toxic. There’s no way to get around that. These days I work almost exclusively with PLA, polylactic acid, which is pretty benign. (I also use PET which is relatively safe as well.) PLA is made from plant starches from sources like corn and sugarcane. It is considered food safe. And it emits no toxic fumes when heated. It’s often used for food packaging. And it is biodegradable (sort of) so PLA waste material isn’t going to be laying around for hundreds of years. But PLA has some issues as well. It is relatively brittle, so it isn’t going to work for applications where an object needs to flex. It can warp and distort when exposed to high temperatures so objects made from it shouldn’t be exposed to heat sources and it is not UV resistant so it shouldn’t be used in direct sunlight.
PET is also relatively safe and is considered to be food safe. Some of the PET filaments on the market are made from recycled soda and water bottles. It is also much tougher and more flexible than PLA. But it also requires higher extruder temperatures so not all FDM printers can use it, and can be a bit more tricky to work with.
Other types of filament are not so benign and some are downright nasty, especially when heated. Some varieties give off fumes which can be irritating and even are potential carcinogens. That isn’t to say those types can’t be used, it’s just that you need to take basic precautions like proper ventilation if you do choose to use them.
And for those of you concerned about things like microplastics getting into the environment, yes, there is some risk of that happening with FDM printers as well. The printing process can result in very small particles of plastic getting into the atmosphere. However printer manufacturers are now realizing this and some of them are doing something about it. The one I just bought is completely enclosed and includes a HEPA and charcoal filtration system.
Let’s move on to stereolithography, printing systems. I don’t own an SLA printer but I do know how they work, so let’s take a look.
SLA printers use an entirely different technology than the FDM variety. It also builds up thin layers which will eventually become the desired object, but instead of depositing melted plastic it uses UV lasers (or at the consumer level UV LEDs) to “draw” each layer in a liquid resin that hardens when exposed to UV light. Here’s a 2 minute video off YouTube that shows how it works. This video is from a specific printer company, but what you see happening here is how most SLA printers work.
Note that I am not recommending printers from this company. Their printers are very, very nice and I’d love to have one but dear sweet lord they’re expensive! The last time I checked out their prices the cheapest one they had was in the $3,000 range and they ran up to well over $10K. These printers are aimed at the professional market, not at the hobbyist. Still, it’s a pretty neat little video and it gives a good illustration of how SLA printers work. Also understand that this is a company promotional video so they aren’t showing you all of the problems that can and do crop up, nor do they talk about safety.
In many ways SLA printers are superior to FDM printers. They generally have much better resolution, meaning they can make objects with much finer detail than FDM printers can. They are often faster than FDM printers as well.
SLA printers also have some fantastic resins to work with. The color choices are amazing, and the material types range from soft and flexible to rock hard. And the materials used can be far more durable than the plastic filaments used in FDM printers.
But there are problems here as well otherwise everyone would be using SLA printers and the FDM types would have gone obsolete long ago.
If you follow this blog you know that I work with liquid resins quite a bit, and I’ve mentioned before that some of these resins can be dangerous unless you take adequate safety precautions. The same is true of some of the resins used in SLA printing. Some of these products are nasty and probably shouldn’t be used in a home environment at all. There are some resins that claim they are safe to work with and don’t require any special handling or ventilation but even with those I’d still be cautious.
SLA printers are also just as fiddly to set up and get working properly as FDM printers are. In some cases they’re even harder to get set up and working properly than an FDM printer.
They’re messy. The build plate is moving up and down into a tank of liquid, and you can be sure the resin is going to splash around. Some printers are worse than others. It depends on how the tank system and build plate is designed. Even with the better ones though you can plan on spending a considerable amount of time cleaning the interior of these things after every print.
Once you have a finished SLA print, you aren’t done yet. The print has to be washed to remove the uncured resin clinging to it. Some resins are water soluble and can be washed in plain water. But other resins need to be washed in chemical solvents, often isopropyl alcohol, which has its own issues. Alcohol fumes are not good to inhale, the stuff is highly flammable, etc. And while it’s not all that expensive, it adds even more expense to the whole process. (You’re also going to need chemical proof gloves because uncured resin is something you most definitely do not want to get on your bare skin.)
And after washing you still aren’t done. Now you need to fully cure it using a special UV lighting system to fully harden the plastic. Working with UV light has its own set of safety issues. High intensity UV lights can cause eye damage.
Of course manufacturers will gladly sell you UV lighting systems to cure your print, and even washing systems. All of which adds even more expense. If you need a UV curing box, which you do, that will add about $100 or more to the cost unless you make your own. If you want to get a washer to make the messy job of washing your prints a bit easier, look to spend another $100 or so. So that $300 SLA printer that you picked up off Amazon now has cost you $500 or more.
Another problem is the build plate. As with FDM printers you can have a problem getting things to stick to the bed. Same is true of SLA printers, and this is made worse by the fact that these printers print upside down. The object hangs from the build plate. Thanks to gravity and suction from lifting the plate up out of the resin tank hundreds of times during the process, the object being printed can fall off the build plate into the resin tank below. especially as the object gets bigger and heavier.
And there can be other problems you won’t find with FDM printers. I’ve heard some people claim that some types of resin give off fumes that can cause the plastics used in making the printers degrade over time. One fellow told me that fumes from resins he was using caused the protective cover to craze and become opaque. Another told me that he has to use alcohol to clean up the interior of the printer after a build, and found that the plastics used in the construction of the printer softened and even started to dissolve when exposed to the alcohol he had to use to clean it.
The UV light source in the printer has a limited lifespan, whether it is LED or laser. Eventually the light source is going to have to be replaced. Replacing those can be difficult, and the parts are not cheap.
Personally I would like to experiment with an SLA printer but at the moment I think the drawbacks outweigh the benefits, at least for me.
Software
The hardware is just one part of the system. Just as important to the whole process is the software. You’re going to need what is generically called a slicer program. This is a piece of software that takes a 3 dimensional CAD file and converts it into the instructions the printer needs to actually build the object. There are several out there. Some will only work with a specific printer. Some are open source, free, and can be adapted to work with a variety of different printers. Some are commercial products you have to pay for. Most likely when you buy a 3D printer it will come with a slicer program of some sort that has, hopefully been tested and tweaked to work with the specific printer it came with.
Best advice I can give you is to use whatever slicer that came with your printer at first or which is recommended by the printer manufacturer. Once you have some experience and begin to understand how the software works, how things like temperatures, feed rates, etc. can be adjusted, then you can start to look at other options if the program you have doesn’t meet your needs.
Now we come to the question of what you’re actually going to print with the thing once you get one. You’re either going to have to design objects to print yourself using CAD software or find objects designed by other people who have provided the necessary files to plug into your slicing software to print yourself. And since most of us aren’t whizzes at CAD, that means finding already created objects that you might find useful and/or entertaining.
There are numerous sources for hundreds, even thousands of objects that people have designed to be 3D printed that they’ve made available for free on the internet. One source is Thingiverse where you can find hundreds and hundreds of objects you can download and print yourself, for free. If you need a specific item like, oh, let’s say a bracket for an out of production vacuum cleaner, you’re probably on your own and you’re going to have to design it yourself with a CAD program of some type.
What Does It Cost. Really
If you’ve read this far you’re obviously interested in 3D printing, perhaps enough to be thinking of getting one yourself. So which one should you get and how much is it going to cost? And the answer to the question is a very unsatisfying “It depends”. (I am going to ignore SLA printers because I don’t own one and haven’t done any research into what the current models are like)
It depends on what your goals are. If you’re just interested enough to want to fiddle around with 3D printing without sinking a lot of money into it you can get a fairly decent 3D printer like a Creality Ender 3 for about $200. It has decent reviews, but it is not enclosed and comes disassembled and takes a few hours to put it all together. For $100 more you can get a Flashforge Adventurer 3C which is fully enclosed, requires no assembly, works with just about any type of filament and is, arguably, all around a much better printer. (There were teething problems early on with the software but those issues seem to have been solved.)
(Side Note: One printer I would avoid is Dremel. I think they are over priced and the company’s warranty information indicates that using non-Dremel filament voids the warranty on the print head/extruder nozzle. Out of the box Dremel printers will only work with the company’s branded filament because it uses odd sized spools, and standard spools of filament won’t fit in the machine. And their filament is almost twice as expensive as the other brands on the market. Oh, and they’ve started to add RFID tags to their spools, supposedly for your convenience, to let the printer automatically select the proper temperature ranges and other settings. But considering the way things have gone in the paper printing business, i wouldn’t be surprised if the company goes the same direction as HP, Brother and others and modifies the software so the printer will work only with Dremel’s branded filament.)
If you’re more serious, want a printer with more bells and whistles, a larger build volume, higher accuracy, etc. you’re getting into the $800+ price range. Not exactly terrible but not exactly something you’d want to buy on impulse or to just print out toys and trinkets either.
I’m not going to tell you what to buy because everyone’s needs are different. You need to decide what your goals are for the printer, what your budget is, and do some research.
But this brings us to…
Why You Probably Don’t Need One
Now 3D printers, despite all their problems, are undeniably great fun to play with. But do you actually need one? No. Unless you are in a business that designs products, needs to fine tune prototype designs before going into production or has other needs for one where the ROI (return on investment) makes sense, no, you don’t. In their current state of development consumer grade 3D printers, whether FDM or SLA, are little more than toys. They’re great fun to fiddle around with but from a practical standpoint they’re useless for the average consumer.
Yes, there are literally thousands of .STL files of objects that you could print. But 99.999% of those objects are going to be things like anime figurines, cute little tchotchkes, visual puns and jokes, parts for obscure and/or obsolete machines you don’t own and don’t care about and mundane objects like little boxes and containers that you could pick up at the dollar store for far less than what it would cost to 3D print them.
Sometimes someone will come up with a practical application. My eldest son builds replacement power supplies for obsolete “collector” computers like the PC Jr and uses his to make brackets and switch holders and other plastic parts that simply aren’t available any longer or which had to be redesigned to fit the new parts. I use mine to make specialty parts for experimental antennas and the occasional special purpose enclosure. But I have to admit that mostly I use mine to make, well, anime figurines, cute little tchotchkes and other silliness.
One of the things you believe when you get a 3D printer is that you can justify the cost by making useful things with it. Well, generally speaking you quickly forget about that idea, because A) it means you have to learn how to use a CAD program and you don’t have the time or ambition to do it because you’re as lazy as I am, and B) There isn’t much out there in pre-existing .STL files that’s of any practical use for the average person. So you end up printing cute little ornaments, weird statues, and lots and lots of pencil holders…
But I finally had a chance to make a real part for a real thing!
Eldest son has, I’m afraid, inherited my fondness for ridiculousness, and has been playing around with laser cutters of late, and needed a peculiar type of nozzle for some kind of air handling system of his laser engraver. So we came up with this…
The nozzles came out about as close to perfect as you can get, except for the one on the far right, which is a result of the filament breaking for some reason about 75% into the print run.
Finally got around to testing the FlashForge 3D printer after replacing the thermocouples.
Yes, it’s a TARDIS… Yes, I’m a geek…
Results weren’t horrible, but not as good as they should have been.
I’m not sure why but It’s been having issues with prints not sticking to the bed for some reason. It didn’t do that before. I replaced the kaptan tape, double checked the temperatures… nothing seems to help. If you look close at the model above you’ll see that on the far left corner it’s lifted up a bit where it began to release from the bed during the print run.
I also seem to be having extruder problems. I haven’t changed any of the settings. Temperature, feed rates and everything are the same as before. Going to need to do a bit of investigating. I tried two other test prints. One curled so bad I had to abort the print. The other was a rather complex object, a rendering of two people embracing, and the print quality was so bad I aborted that to
I’m not really sure what’s going on with the print temperature settings. I use ReplicatorG to generate the files and the temperatures I set in the program aren’t changing the temps on the printer. Even worse, it doesn’t allow me to change the print bed temperature at all. I’ve even tried changing it on the printer before printing, but no matter what I do it always reverts to the old settings of 220C for the extruder temp and 100C for the bed.